
Tek Kullanımlık Şırınga Kalıbı /kalıp
Tek kullanımlık şırınga kalıpları, tıp sektöründe enjeksiyon ve infüzyonda yaygın olarak kullanılan tek kullanımlık şırıngaların üretim sürecinde kullanılan önemli araçlardır. Tek kullanımlık şırınga kalıplarının bazı temel özellikleri şunlardır:
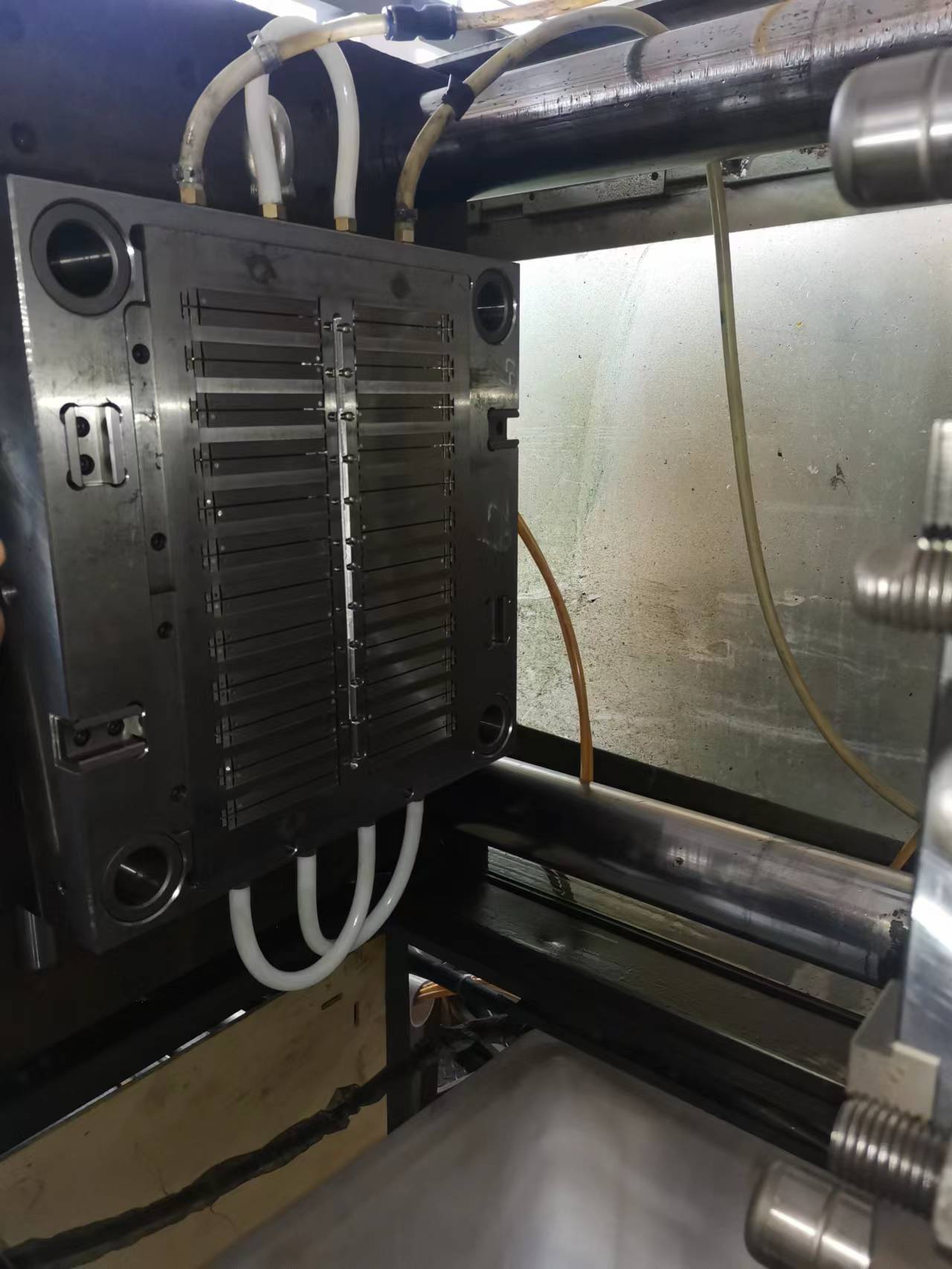
Kalıp Tasarımı: Tek kullanımlık bir şırınga kalıbı, şırınga düzeneği için gereken şekil ve özellikleri oluşturmak üzere özel olarak tasarlanmıştır. Genellikle, bir boşluk oluşturmak üzere birleştirilen bir enjeksiyon kalıbı ve bir çıkartma kalıbı olmak üzere iki yarıdan oluşur. Kalıplar genellikle enjeksiyon kalıplama işleminde kullanılan yüksek basınç ve sıcaklığa dayanacak şekilde yüksek kaliteli çelik veya alüminyumdan yapılır.
Malzeme Enjeksiyonu: Kalıp, hammaddenin (genellikle polipropilen gibi tıbbi sınıf bir plastik) eriyene kadar ısıtılmasıyla bir enjeksiyon kalıplama makinesinde hazırlanır. Erimiş malzeme daha sonra yüksek basınç altında kalıp boşluğuna enjekte edilir. Kalıp içindeki kanallardan ve kapılardan akarak boşluğu doldurur ve şırınga düzeneğinin şeklini oluşturur. Enjeksiyon süreci, şırınga üretiminde hassasiyet ve tutarlılığı sağlamak için sıkı bir şekilde kontrol edilir.
Soğutma, katılaşma ve püskürtme: Malzeme enjekte edildikten sonra, erimiş malzeme kalıp içinde soğur ve katılaşır. Soğutma, kalıba entegre soğutma kanalları kullanılarak veya kalıbın bir soğutma odasına taşınmasıyla sağlanabilir. Katılaşmanın ardından kalıp açılır ve bitmiş şırınga, kalıptan güvenli ve verimli bir şekilde çıkarılmasını sağlamak için ejektör pimi veya hava basıncı gibi bir mekanizma kullanılarak püskürtülür.
Şırıngaların gerekli özellikleri karşılamasını ve tıbbi standartlara uygun olmasını sağlamak için üretim süreci boyunca kalite kontrol önlemleri uygulanır. Bu önlemler, kalıp tasarımlarının kontrol edilmesini, enjeksiyon parametrelerinin izlenmesini ve bitmiş şırıngaların kalitesini, işlevselliğini ve güvenliğini sağlamak için üretim sonrası muayenesini içerir.
Genel olarak, tek kullanımlık şırınga kalıpları, sağlık ortamlarında hayati bir rol oynayan tek kullanımlık şırıngaların seri üretimini mümkün kılar. Kalıp, şırıngaların her zaman gerekli özelliklere uygun olarak üretilmesini, tıbbi standartları karşılamasını ve enjeksiyon veya infüzyon için kullanıldığında güvenilir performans göstermesini sağlar.
| 1.Ar-Ge | Müşterinin 3D çizimini veya ayrıntılı gereksinimleri içeren örneğini alıyoruz |
| 2.Müzakere | Müşterilerle şu konulardaki ayrıntıları teyit edin: boşluk, yolluk, kalite, fiyat, malzeme, teslimat süresi, ödeme kalemi, vb. |
| 3.Sipariş verin | Müşterilerinizin tasarımına göre veya bizim önerdiğimiz tasarıma göre. |
| 4. Küf | Öncelikle kalıp tasarımını müşteri onayına gönderiyoruz ve kalıbı yapıp üretime başlıyoruz. |
| 5. Örnek | İlk numune müşteriyi memnun etmezse, kalıbı değiştiriyoruz ve müşteri memnuniyeti sağlanana kadar devam ediyoruz. |
| 6. Teslimat süresi | 35~45 gün |
| Makine Adı | Miktar (adet) | Orijinal ülke |
| CNC | 5 | Japonya/Tayvan |
| EDM | 6 | Japonya/Çin |
| EDM (Ayna) | 2 | Japonya |
| Tel Kesme (hızlı) | 8 | Çin |
| Tel Kesme (Orta) | 1 | Çin |
| Tel Kesme (yavaş) | 3 | Japonya |
| Bileme | 5 | Çin |
| Sondaj | 10 | Çin |
| Köpük | 3 | Çin |
| Frezeleme | 2 | Çin |